Co to jest ugniatarka gumowa i jaka jest jej struktura
A ugniatacz gumowy — określany również jako mieszalnik wewnętrzny lub ugniatarka typu banbury — to zamknięta maszyna mieszająca o dużej intensywności, używana do łączenia surowej gumy z dodatkami takimi jak sadza, siarka, przyspieszacze, plastyfikatory i oleje technologiczne. W przeciwieństwie do młynów otwartych, ugniatarka gumy wykonuje mieszanie w zamkniętej komorze, co radykalnie zmniejsza straty materiału, poprawia jednorodność dyspersji i umożliwia przetwarzanie związków wrażliwych na temperaturę.
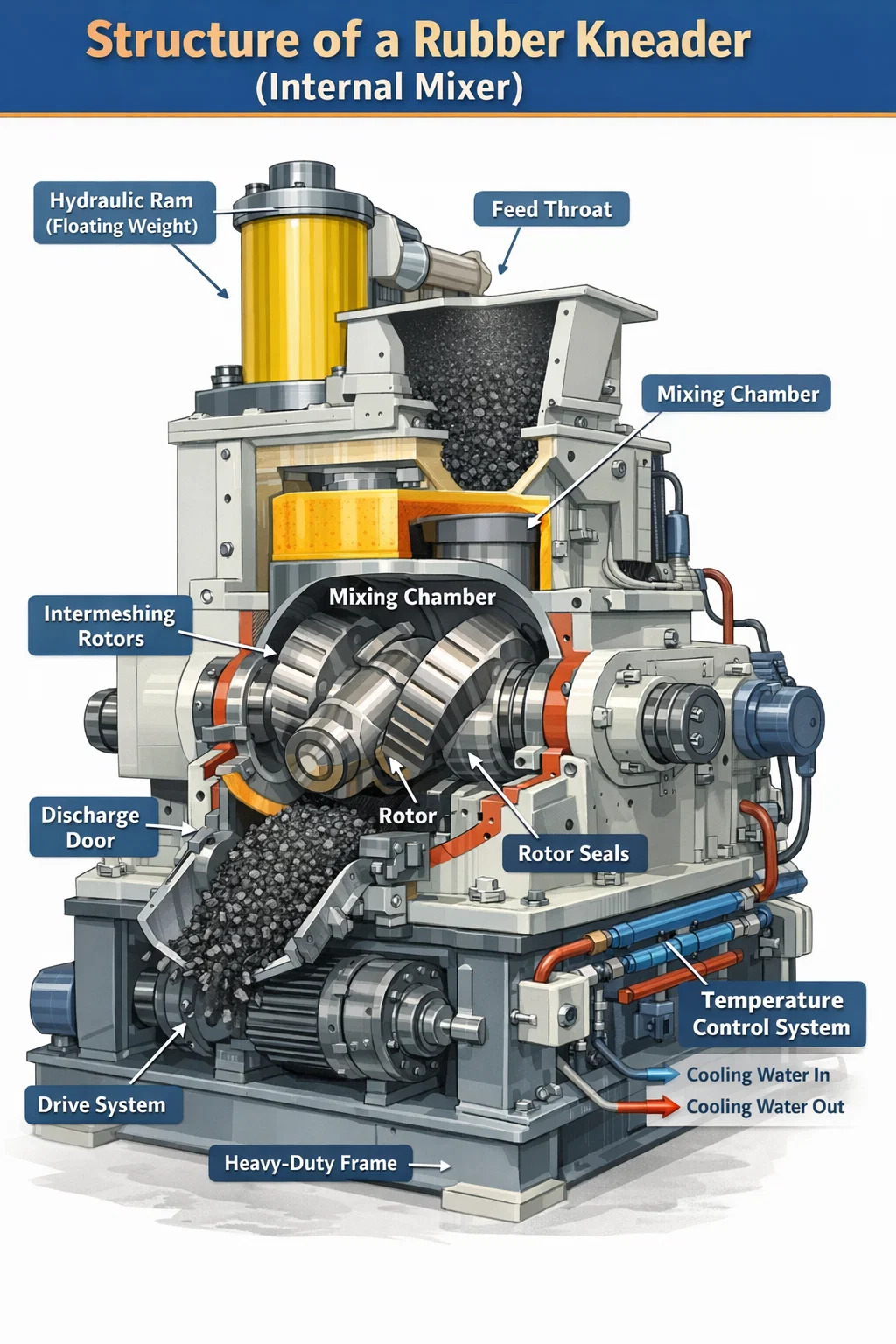
Podstawowa konstrukcja ugniatarki gumowej składa się z sześciu podstawowych układów: komory mieszania, wirników, siłownika hydraulicznego (obciążnik pływający), mechanizmu drzwi wyładowczych, układu kontroli temperatury i układu napędowego. Każdy z nich odgrywa odrębną rolę mechaniczną, a zrozumienie ich interakcji ujawnia, dlaczego wewnętrzne ugniatacze stały się standardem branżowym w zakresie mieszania gumy w produkcji opon, uszczelek, uszczelek, węży i technicznych wyrobów gumowych.
Sam korpus maszyny jest zwykle wykonany z odlewanej stali o wysokiej wytrzymałości lub prefabrykowanej blachy stalowej, z powierzchniami wewnętrznymi hartowanymi lub wyłożonymi stopem odpornym na zużycie, aby wytrzymać ogromne siły mechaniczne powstające podczas mieszania – często przekraczające 500 kN w maszynach o dużej wydajności.
Komora mieszania: serce ugniatarki gumy
Komora mieszania to zamknięta przestrzeń, w której zachodzi całe mieszanie. Jest to wnęka w kształcie ósemki, obrobiona maszynowo z wyjątkowo wąskimi tolerancjami, zaprojektowana tak, aby pomieścić dwa przeciwbieżne wirniki. Wewnętrzny profil komory nie jest okrągły — jej ściany są wyprofilowane tak, aby uzupełniać geometrię wirnika, zapewniając ciągłe składanie, ścinanie i ponowne wystawianie masy gumowej na powierzchnie wirnika.
Objętość komory jest jedną z podstawowych specyfikacji stosowanych do klasyfikacji ugniatarek gumowych. Maszyny laboratoryjne mogą mieć objętość komory tak małą jak 0,3 litra, podczas gdy wewnętrzne mieszalniki klasy produkcyjnej stosowane w fabrykach opon mogą przekraczać 650 litrów. Typowe rozmiary przemysłowe wahają się od 20 l do 270 l, przy współczynnikach wypełnienia (stosunek masy wsadu gumy do objętości komory) zwykle ustawianych pomiędzy 0,6 a 0,75.
Ściany komory zawierają rozległą sieć wewnętrzne kanały chłodzące i grzewcze . W nowoczesnych ugniatarkach gumowych kanały te są nawiercone bezpośrednio w korpusie komory i połączone z systemem kontroli temperatury w zamkniętej pętli. Precyzyjne zarządzanie temperaturą ma kluczowe znaczenie — lepkość gumy, skuteczność dyspersji i jakość mieszanki zależą od utrzymania temperatury partii w określonym przedziale czasu, często pomiędzy 70°C a 160°C, w zależności od receptury.
Komora jest podzielona na dwie połowy – górną i dolną część – skręcone ze sobą. W dolnej połowie znajduje się zawias drzwi wylotowych. Dzielona konstrukcja umożliwia dostęp w celu kontroli, czyszczenia i wymiany wykładziny. Wykładziny komór wykonane z hartowanej stali (zwykle o twardości powierzchniowej 58–62 HRC) chronią korpus komory konstrukcyjnej przed ściernymi związkami gumy i można je samodzielnie wymieniać bez demontażu całej maszyny.
Wirniki: element definiujący konstrukcję ugniatacza gumy
Wirniki to elementy mechaniczne, które faktycznie wykonują pracę mieszającą wewnątrz komory. W gumowej ugniatarce, dwa wirniki obracają się w przeciwnych kierunkach ze stałym stosunkiem prędkości , zazwyczaj 1:1,1 lub 1:1,2, tworząc różnicę prędkości wirnika, która generuje intensywne naprężenie ścinające w punkcie zacisku pomiędzy wirnikami oraz pomiędzy każdym wirnikiem a ścianą komory.
Geometria wirnika jest jednym z najbardziej technicznych aspektów mieszalnika wewnętrznego. W nowoczesnych ugniatarkach gumowych stosowane są trzy główne typy rotorów:
- Wirniki dwuskrzydłowe (eliptyczne): Oryginalna konstrukcja, charakteryzująca się dwoma spiralnymi łopatkami skręconymi wzdłuż wału wirnika. Wytwarzają one duże siły ścinające i nadają się do trudnych do wymieszania mieszanek, przedmieszek sadzowych i kauczuków o dużej lepkości, takich jak kauczuk naturalny (NR) i EPDM. Luz końcówki pomiędzy skrzydłem wirnika a ścianą komory wynosi zazwyczaj 2–6 mm.
- Wirniki czteroskrzydłowe: Opracowany w celu jednoczesnego ulepszenia mieszania dyspersyjnego i dystrybucyjnego. Dodatkowe skrzydełka zwiększają częstotliwość składania i reorientacji materiału na obrót, umożliwiając szybsze wprowadzanie wypełniaczy. Rotory czteroskrzydłowe są obecnie standardem w wysokowydajnych liniach mieszania mieszanek oponowych.
- Wirniki sześcioskrzydłowe (lub wieloskrzydłowe): Stosowany w zastosowaniach wymagających wyjątkowo drobnej dyspersji wypełniacza, takich jak mieszanki opon na bazie krzemionki, gdzie krytyczna jest skuteczność sprzęgania silanów. Rotory te zapewniają delikatniejsze, bardziej rozdzielcze mieszanie przy niższych temperaturach szczytowych.
Wały wirników są puste w środku i połączone z układem kontroli temperatury, umożliwiając przepływ chłodziwa lub pary przez wnętrze. To wewnętrzne chłodzenie wirnika jest niezbędne w operacjach mieszania z dużą prędkością, gdzie wytwarzanie ciepła przez tarcie może spowodować przedwczesną wulkanizację (przypalenie) mieszanki. Prędkość powierzchniowa wirnika w ugniatarkach produkcyjnych zazwyczaj waha się od 20 do 80 obr./min , przy czym niektóre maszyny o zmiennej prędkości są w stanie pracować w tym pełnym zakresie w jednym cyklu mieszania.
Wirniki są podparte na obu końcach przez wytrzymałe łożyska toczne przeciwcierne umieszczone w bocznych ramach maszyny. Układ łożyskowy musi przenosić zarówno obciążenia promieniowe od nacisku mieszanki gumowej, jak i obciążenia osiowe generowane przez śrubowe skrzydełka wirnika. Zespoły łożysk w dużych ugniatarkach są zwykle również chłodzone wodą, ponieważ w przeciwnym razie ciepło powstające w wyniku tarcia w gniazdach łożysk znacznie skróciłoby żywotność.
System uszczelnienia wirnika
W miejscu, gdzie wały wirników wychodzą z komory mieszania przez boczne ściany, system uszczelniający zapobiega wyciekaniu mieszanki gumowej wzdłuż wału. Jest to technicznie jeden z najtrudniejszych obszarów projektowania ugniatarek gumowych. Uszczelnienie musi zawierać gumę pod ciśnieniem do 0,5–1,0 MPa, gdy wał obraca się z dużą prędkością, a wszystko to w czasie, gdy we wnętrzu komory panuje podwyższona temperatura.
Większość nowoczesnych ugniatarek gumowych wykorzystuje jeden z dwóch sposobów uszczelniania:
- Uszczelnienia labiryntowe z uszczelnieniem gumowym: Szereg obrobionych rowków i grzbietów tworzy krętą ścieżkę, która jest odporna na złożony przepływ. W połączeniu ze sprasowanymi gumowymi pierścieniami uszczelniającymi, układ ten zapewnia skuteczne uszczelnienie większości związków produkcyjnych. Wymiana uszczelnienia jest rutynową czynnością konserwacyjną wykonywaną co kilkaset godzin pracy.
- Mechaniczne uszczelnienia czołowe: Stosowany w maszynach klasy premium i zastosowaniach, w których obowiązują surowe wymagania dotyczące zanieczyszczeń. Obrotowa powierzchnia uszczelnienia dociskana do nieruchomego gniazda zapewnia dodatnią barierę. Uszczelnienia te mogą być chłodzone powietrzem lub wodą i zapewniają dłuższe okresy międzyobsługowe niż uszczelnienia typu dławnicowego.
Siłownik hydrauliczny (pływająca masa): kontrola ciśnienia nad mieszanką
Bezpośrednio nad komorą mieszania znajduje się siłownik górny, powszechnie nazywany siłownikiem pływającym lub siłownikiem hydraulicznym. Jest to blok z litej stali lub żeliwa sferoidalnego, ukształtowany tak, aby pasował do gardzieli zasilającej komory. Jego zadaniem jest uszczelnienie górnej części komory mieszania po załadowaniu materiału oraz wywarcie nacisku na wsad gumowy w trakcie mieszania.
Ciśnienie tłoka jest jedną z najważniejszych zmiennych procesowych w działaniu ugniatarki gumy. Wyższe ciśnienie tłoka wymusza bliższy kontakt mieszanki gumowej z wirnikami, zwiększając intensywność ścinania i poprawiając dyspersję. Jednakże nadmierne ciśnienie przyspiesza zużycie wykładziny wirnika i komory. Ciśnienie tłoka w maszynach produkcyjnych mieści się zazwyczaj w zakresie od 0,2 do 0,8 MPa i jest podawane za pośrednictwem cylindra hydraulicznego zamontowanego nad gardzielą zasilającą.
Siłownik jest prowadzony przez pionowy cylinder gardzieli — precyzyjnie obrobiony kanał, który utrzymuje tłok w środku i zapobiega ruchom bocznym pod złożonym ciśnieniem. Uszczelka przeciwpyłowa na dole gardła zapobiega migracji gumy wokół korpusu siłownika. Sam siłownik jest często wyposażony w rdzeń i podłączony do obiegu wody chłodzącej, aby zarządzać absorpcją ciepła z gumy znajdującej się poniżej.
Siłownik hydrauliczny uruchamiający siłownik jest zamontowany na ramie obrotowej nad korpusem maszyny, dzięki czemu może się odchylać, gdy pokrywa gardzieli podającej jest otwarta w celu załadunku. Na zautomatyzowanych liniach produkcyjnych cykl tłoka jest kontrolowany przez program mieszania — podnosi się automatycznie, gdy drzwi wysypowe otwierają się w celu zwolnienia partii, a opada i blokuje się natychmiast po załadowaniu kolejnego wsadu.
W niektórych nowszych konstrukcjach ugniatarek do gumy, szczególnie tych stosowanych do mieszania krzemionki i silanu, ciśnienie tłoka jest modulowane dynamicznie podczas cyklu mieszania — tymczasowo zmniejszając ciśnienie na etapie reakcji silanizacji, aby zapobiec przegrzaniu, a następnie zwiększając je ponownie w celu uzyskania końcowej dyspersji. Wymaga to proporcjonalnego układu zaworów hydraulicznych zintegrowanego z jednostką sterującą maszyny.
Mechanizm drzwi wyładowczych: Zwolnienie wymieszanej partii
Drzwi wylotowe tworzą dno komory mieszania. Po zakończeniu mieszania drzwiczki otwierają się w dół (lub odchylają się w jedną stronę, w zależności od konstrukcji), aby grawitacyjnie uwolnić gotową partię gumy do dalszego urządzenia — zazwyczaj otwartego młyna, wytłaczarki dwuślimakowej lub przenośnika chłodzącego wsadowego.
Drzwi uruchamiane są za pomocą siłownika hydraulicznego, a ich mechanizm blokujący musi wytrzymywać pełne ciśnienie w komorze podczas mieszania bez ugięć. Nawet niewielkie ugięcie drzwi może spowodować wypchnięcie gumy w obszar uszczelki drzwi, przyspieszając zużycie i powodując zanieczyszczenie. Wysokiej jakości ugniatacze gumowe wykorzystują wiele śrub blokujących lub mechanizm krzywkowy, który równomiernie rozkłada siłę docisku na obwodzie drzwi.
Powierzchnia drzwi (powierzchnia stykająca się z mieszanką gumową) jest zwykle pokryta hartowaną płytą ścieralną, którą można niezależnie wymieniać. Korpus drzwi zawiera kanały chłodzące podłączone do tego samego obwodu, co ściany komory. Gumowy lub elastomerowy pierścień uszczelniający biegnie wokół obwodu drzwi, aby zapobiec wyciekom mieszanki na styku komora/drzwi — ta uszczelka jest materiałem eksploatacyjnym wymienianym podczas planowej konserwacji.
Czas otwarcia drzwiczek wyładowczych jest parametrem procesu – szybsze otwieranie skraca czas wystawienia masy na działanie ciepła po zakończeniu mieszania, co jest krytyczne w przypadku mieszanek wrażliwych na temperaturę, zawierających wstępnie zdyspergowane środki wulkanizujące. Na szybkich liniach produkcyjnych otwieranie drzwi i zrzucanie partii są zakończone w ciągu 3–5 sekund aby utrzymać przepustowość.
System kontroli temperatury: Zarządzanie ciepłem w ugniatarce gumowej
Zarządzanie temperaturą nie jest opcjonalne w przypadku ugniatarki gumy — jest to podstawowy wymóg jakości mieszanki i powtarzalności procesu. Układ kontroli temperatury obejmuje trzy strefy wymiany ciepła: ściany komory, korpusy wirnika i siłownik. Każdą strefą można sterować niezależnie.
Większość produkowanych ugniatarek gumowych wykorzystuje jednostkę kontroli temperatury wody (TCU) w obiegu zamkniętym, która przepuszcza ogrzaną wodę przez wszystkie trzy strefy. TCU może podgrzewać wodę za pomocą nagrzewnic elektrycznych lub wtrysku pary oraz chłodzić ją za pomocą wymiennika ciepła podłączonego do instalacji wody lodowej. Docelowe temperatury wody różnią się w zależności od etapu procesu:
- Etap wstępnego podgrzewania: woda o temperaturze 60–90°C w celu doprowadzenia komory do temperatury roboczej przed pierwszą partią zmiany
- Etap mieszania: woda chłodząca o temperaturze 20–40°C w celu pochłonięcia ciepła tarcia i zapobiegania nadmiernej temperaturze mieszanki
- Etap czyszczenia: Przepłukiwanie gorącą wodą lub parą w celu zmiękczenia pozostałości środka i łatwiejszego usunięcia
Temperatura mieszanki jest monitorowana za pomocą termopar lub czujników podczerwieni zamontowanych w ścianie komory. Informacje zwrotne dotyczące temperatury związku w czasie rzeczywistym jest używany przez system sterowania maszyny do regulacji prędkości wirnika, ciśnienia tłoka i natężenia przepływu chłodziwa, aby utrzymać wsad zgodnie ze specyfikacją. W niektórych zaawansowanych systemach ugniatarek gumowych mieszanie kończy się automatycznie, gdy temperatura masy osiągnie zadaną wartość, a nie po upływie ustalonego cyklu czasowego — ten tak zwany zrzut kontrolowany temperaturą jest bardziej spójny niż zsyp kontrolowany czasowo i zmniejsza zmienność między partiami.
Szczegóły obwodu chłodzenia wirnika i komory
Wewnątrz każdego wydrążonego wirnika obieg chłodziwa zwykle ma kształt spirali lub otworów, który maksymalizuje powierzchnię styku. Złącza obrotowe (zwane także złączami obrotowymi) na końcach wału wirnika łączą stacjonarne rury doprowadzające chłodziwo z wnętrzem obracającego się wirnika bez wycieków. Są to precyzyjne elementy, które wymagają okresowej kontroli i wymiany w miarę zużywania się ich wewnętrznych uszczelek.
Kanały chłodzące ściany komory są wiercone w kształcie serpentyny w bloku komory, zazwyczaj w odstępie 30–50 mm od środka do środka. Natężenie przepływu chłodziwa przez te kanały jest zaprojektowane tak, aby uzyskać wydajność odprowadzania ciepła wystarczającą dla mocy znamionowej maszyny – w przypadku ugniatarki o pojemności 270 l z silnikiem napędowym o mocy 2000 kW układ chłodzenia musi być w stanie usunąć w sposób ciągły co najmniej 1,5–2,0 MW energii cieplnej.
Układ napędowy: Przeniesienie mocy na wirniki
Układ napędowy ugniatarki gumowej składa się z silnika elektrycznego, reduktora prędkości (przekładni) oraz układu przekładni napędzającego dwa rotory. Ponieważ wirniki muszą obracać się ze stałym stosunkiem prędkości względem siebie, są one połączone za pomocą blokującego zestawu kół zębatych — kół zębatych rozrządu — który zapewnia synchronizację niezależnie od zmian obciążenia.
Głównym silnikiem napędowym jest niemal powszechnie silnik indukcyjny prądu przemiennego ze sterowaniem przetwornicą częstotliwości (VFD) w nowoczesnych maszynach. Możliwość zmiennej prędkości jest niezbędna do optymalizacji mieszania na różnych etapach cyklu złożonego — na przykład praca z niską prędkością podczas początkowego rozkładu beli, aby uniknąć przeciążenia silnika, a następnie przyspieszanie do maksymalnej prędkości w celu wprowadzenia wypełniacza. Moc silnika w produkcji wag ugniatarek gumowych o pojemności komory:
| Objętość komory (L) | Typowa moc silnika (kW) | Zakres prędkości wirnika (rpm) | Wspólna aplikacja |
|---|---|---|---|
| 20–40 | 110–250 | 20–60 | Mała partia, specjalne mieszanki |
| 75–120 | 500–900 | 20–70 | Opona średniej wielkości i guma przemysłowa |
| 200–270 | 1500–2500 | 20–80 | Mieszanka bieżnika opon o dużej objętości |
| 400–650 | 3000–5000 | 15–60 | Produkcja przedmieszki oponowej na dużą skalę |
Przekładnia (reduktor prędkości) zmniejsza prędkość silnika do prędkości roboczej wirnika, zwiększając jednocześnie moment obrotowy. W ugniatarce gumowej skrzynia biegów musi przenosić niezwykle wysoki moment obrotowy – w przypadku silnika o mocy 2000 kW, który obraca wirniki przy 40 obr./min, moment obrotowy na wale wirnika może przekraczać 500 000 N·m. Skrzynia biegów to zazwyczaj układ z wałem równoległym lub kątem prostym, z nawęglanymi i szlifowanymi przekładniami śrubowymi, umieszczony w wytrzymałej obudowie z żeliwa lub stalowej, ze smarowaniem z wymuszonym posuwem.
Elastyczne sprzęgło pomiędzy silnikiem a skrzynią biegów absorbuje obciążenia udarowe podczas rozpadu beli — uderzenie wirnika w zimną belę gumową może spowodować natychmiastowe skoki momentu obrotowego dwa do trzech razy większe od znamionowego momentu obrotowego. Bez sprzęgła elastycznego skoki te byłyby przenoszone bezpośrednio na skrzynię biegów i wał silnika, powodując przedwczesne uszkodzenie zmęczeniowe.
System podawania i ładowania
Gardziel zasilająca to pionowe przejście nad komorą mieszania, przez które ładowana jest guma i dodatki. W trybie ręcznym bele gumy i odważone dodatki są wrzucane do gardzieli przez operatorów lub przenośnik. W zautomatyzowanych liniach mieszania gardziel podająca jest wyposażona w tacę przechylną lub pneumatyczne urządzenie wspomagające tłok, które wpycha materiał do komory pokonując opór wirników.
Wymiary otworu gardzieli są zaprojektowane tak, aby pomieścić bele gumy o standardowych rozmiarach — ugniatarka 270L ma zazwyczaj otwór gardzieli o wymiarach około 600 mm × 400 mm. Obrotowa osłona lub klapa przeciwpyłowa zamyka gardziel po załadunku, zatrzymując pył i opary podczas mieszania. Niektóre maszyny posiadają również króciec do odprowadzania dymu w pokrywie gardzieli, podłączony do centralnego systemu wentylacji – jest to szczególnie ważne przy mieszaniu mieszanek zawierających sadzę, siarkę lub lotne oleje technologiczne.
Wtrysk ciekłych składników – w przypadku olejów procesowych, ciekłych silanów lub specjalnych dodatków – często odbywa się poprzez porty zamontowane bezpośrednio w ścianie komory lub przez korpus siłownika. Te dysze wtryskowe muszą być zaprojektowane tak, aby wytrzymywały ciśnienie i temperaturę w komorze, zapewniając jednocześnie precyzyjnie odmierzone objętości, zwykle kontrolowane przez systemy dozowania pomp zębatych zintegrowane z programem mieszania.
Rama maszyny i elementy konstrukcyjne
Cały zespół ugniatacza gumy jest zamontowany na ciężkiej ramie konstrukcyjnej wykonanej z grubej blachy stalowej lub odlewów. Rama ta przejmuje siły reakcji powstałe w procesie mieszania i przenosi je na fundament. Wykorzystywane siły są znaczne — duża ugniatarka produkcyjna generuje siły oddzielające rotory (siła rozpychająca rotory pod wpływem nacisku gumy), które mogą sięgać kilkuset kiloniutonów podczas szczytowych obciążeń mieszania.
Dwie ramy boczne, po jednej z każdej strony komory mieszania, podtrzymują łożyska wirnika i zapewniają konstrukcyjne połączenie pomiędzy komorą a podstawą. Są to często najbardziej obciążone elementy maszyny i są wykonane z żeliwa sferoidalnego lub stali o dużej grubości, z dużymi promieniami zaokrągleń w celu zmniejszenia koncentracji naprężeń.
Izolacja wibracyjna pomiędzy ramą podstawy ugniatacza a fundamentem budynku jest standardem w nowoczesnych instalacjach. W pełni obciążony duży ugniatacz gumowy podczas rozkładania beli generuje znaczne wibracje — bez izolacji mogą one przenieść się na konstrukcję budynku i wpłynąć na pobliskie oprzyrządowanie lub z czasem spowodować pękanie zmęczeniowe śrub kotwiących.
System sterowania i oprzyrządowanie w nowoczesnych ugniatarkach gumowych
Współczesne ugniatarki gumy wyposażone są w systemy sterowania oparte na sterownikach PLC, które automatycznie zarządzają całym cyklem mieszania. System sterowania monitoruje i rejestruje ciągły strumień danych procesowych:
- Temperatura związku (mierzona za pomocą termopary w ścianie komory lub pirometru na podczerwień skierowanego na związek przez wziernik)
- Prędkość wirnika (rpm), płynnie regulowana przez VFD
- Pobór prądu silnika, który jest proporcjonalny do lepkości związku i służy jako pośrednia miara wejściowej energii mieszania
- Specyficzny pobór energii (kWh/kg) skumulowany w całym cyklu mieszania
- Pozycja i ciśnienie siłownika
- Temperatury na wlocie i wylocie chłodziwa dla każdej strefy chłodzenia
- Pozycja drzwi zrzutowych (blokada otwarta/zamknięta)
Specyficzny pobór energii jest prawdopodobnie najbardziej wiarygodnym wskaźnikiem kompletności mieszania w przypadku wielu mieszanek gumowych — na przykład dyspersja sadzy jest ściśle skorelowana ze skumulowanym poborem energii na kilogram mieszanki, a nie z samym czasem. Nowoczesne sterowanie ugniatarkami gumy umożliwia definiowanie programów mieszania na podstawie punktu końcowego zużycia energii, a nie czasu, co automatycznie kompensuje różnice w lepkości surowca pomiędzy partiami.
Wszystkie dane partii są rejestrowane w bazie danych w celu zapewnienia identyfikowalności jakości. Integracja z systemami zarządzania produkcją (MES) umożliwia powiązanie każdego rekordu partii z numerami partii surowców, identyfikatorem operatora i wynikami testów złożonych na późniejszym etapie, umożliwiając analizę przyczyn źródłowych w przypadku wystąpienia odchyleń jakościowych.
Kluczowe różnice strukturalne między typami ugniataczy gumowych
Nie wszystkie ugniatarki gumowe mają identyczne konfiguracje strukturalne. Istnieje kilka wariantów konstrukcyjnych spełniających różne wymagania produkcyjne:
Ugniatacze styczne i zazębiające się z wirnikiem
W ugniatarce z wirnikiem stycznym (klasyczna konstrukcja Banbury) dwa wirniki obracają się po oddzielnych torach kołowych, które są styczne do siebie – skrzydełka wirnika nie zazębiają się. Tworzy to dużą strefę mieszania pomiędzy wirnikami, w której występuje intensywne ścinanie, dzięki czemu ugniatacze styczne są bardzo skuteczne w przypadku dyspersyjnego mieszania wypełniaczy wzmacniających. Większość produkowanych na całym świecie mieszalników wewnętrznych wykorzystuje wirniki styczne.
W ugniatarce z zazębionym rotorem (takiej jak seria GK firmy HF Mixing lub seria F firmy Farrel Pomini) rotory są umieszczone bliżej siebie, a ich skrzydełka zachodzą na siebie i zazębiają się podczas obrotu — koncepcja podobna do wytłaczarki dwuślimakowej, ale z dużo krótszymi i grubszymi zwojami. Konstrukcja ta generuje wyraźnie inny wzór przepływu, zapewniając lepsze mieszanie dystrybucyjne i niższe temperatury mieszanki, kosztem nieco niższej intensywności mieszania dyspersyjnego. Zagniatarki zazębiające się są preferowane w przypadku wrażliwego na ciepło kauczuku silikonowego, fluoroelastomerów i związków, w których najważniejsza jest kontrola temperatury.
Ugniatacze z wyładowaniem do góry nogami (odwrócone).
Niektóre konstrukcje ugniatarek gumowych – szczególnie te stosowane w ciągłych lub półciągłych liniach technologicznych – wyładowują nie przez dolne drzwiczki, ale poprzez przechylenie całego zespołu komory mieszania w taki sposób, że otwór komory jest skierowany w dół i masa wypada. Taka konstrukcja z odwróconym wyładowaniem umożliwia szybsze zwalnianie partii i łatwiejszą integrację z urządzeniami przetwarzającymi umieszczonymi bezpośrednio pod ugniatarką. Konsekwencją konstrukcyjną jest znacznie bardziej złożona rama maszyny z mechanizmem przechylania i hydraulicznym systemem blokowania.
Ugniatacze z otwartym dachem (ostrze Sigma) kontra ugniatacze typu zamkniętego typu Banbury
Warto zauważyć, że w niektórych kontekstach branżowych termin „ugniatarka gumowa” odnosi się również do ugniatarek wsadowych z ostrzami Z lub Sigma — maszyn o otwartym wierzchu, w kształcie koryta, z dwoma przeciwbieżnymi ostrzami sigma lub w kształcie litery Z. Różnią się one strukturalnie od zamkniętych mieszalników wewnętrznych opisanych w tym artykule. Ugniatarki łopatkowe Sigma nie posiadają siłownika ani układu uszczelniającego, działają pod ciśnieniem atmosferycznym i są częściej stosowane do mieszania kauczuku silikonowego, elastomerów termoplastycznych i przygotowania kleju niż do mieszanek gumowych o dużej zawartości wypełniacza.
Części eksploatacyjne i elementy konstrukcyjne o krytycznym znaczeniu dla konserwacji
Zrozumienie budowy ugniatarki gumy oznacza także wiedzę, które elementy ulegają zużyciu i wymagają okresowej wymiany. Główne elementy noszenia to:
- Wskazówki dotyczące rotora: Końcówki skrzydeł doświadczają największych naprężeń kontaktowych ze ścianą komory. W niektórych konstrukcjach końcówki wirnika są pokryte napawą napawaną, którą można ponownie nałożyć na miejscu. W innych przypadkach cały wirnik jest wymieniany, gdy zużycie końcówki przekracza tolerancję — zazwyczaj gdy prześwit między końcówką a ścianą wzrósł z projektowanej wartości (2–5 mm) do ponad 8–10 mm, w którym to momencie wydajność mieszania ulega wymiernemu pogorszeniu.
- Wkładki komorowe: Sekcje okładzin ściennych są wymiennymi płytami ścieralnymi, zwykle o grubości 30–50 mm, mocowanymi śrubami lub termokurczliwie do korpusu komory. Żywotność waha się od kilku miesięcy w zastosowaniach ze środkami ściernymi do kilku lat w przypadku zastosowań o łagodnych obciążeniach.
- Uszczelnienia końcowe wirnika (uszczelnienie): Wymieniany co 300–1000 godzin pracy, w zależności od rodzaju mieszanki i prędkości wirnika. Opóźniona wymiana uszczelnienia prowadzi do złożonego zanieczyszczenia obszaru łożyska i radykalnie przyspieszonego zużycia łożyska.
- Uszczelka drzwi wylotowych: Elastomerowa uszczelka obwodowa drzwi wylotowych jest wymieniana podczas planowych przestojów, zazwyczaj co 3–6 miesięcy w produkcji ciągłej.
- Złączki obrotowe w obiegach chłodzenia wirnika: Co roku sprawdzane i regenerowane w większości zakładów, ponieważ zużycie uszczelek w tych elementach może powodować przedostawanie się chłodziwa do obudów łożysk.
Planowane okresy konserwacji ugniatarek gumy w zakładach produkujących opony zazwyczaj obejmują 8-godzinne zmiany produkcyjne, z drobnymi inspekcjami na każdej zmianie, przeglądami pośrednimi co tydzień i głównymi przeglądami rocznie lub co 5 000–8 000 godzin pracy. Dobrze utrzymana ugniatarka gumy o pojemności 270 l może osiągnąć dostępność mechaniczną przekraczającą 95% przy ciągłej pracy na trzy zmiany.