

Co właściwie oznacza mieszaną gumę w produkcji
Mieszana guma to surowy elastomer, który został mechanicznie połączony z wypełniaczami, olejami, utwardzaczami i innymi dodatkami chemicznymi, aż utworzy pojedynczą, jednorodną mieszankę gotową do wytłaczania, kalandrowania lub formowania. Termin ten obejmuje produkt końcowy etapu mieszania, a nie sam surowy polimer. Bela kauczuku naturalnego lub bęben SBR nie nadaje się jeszcze do wykorzystania w fabryce; staje się materiałem nadającym się do obróbki dopiero po równomiernym rozproszeniu sadzy, krzemionki, plastyfikatorów, przeciwutleniaczy, przyspieszaczy i siarki w matrycy polimerowej na linii mieszania.
Kupujący poszukujący mieszanej gumy zazwyczaj szukają jednej z trzech rzeczy: dostawcy gotowej mieszanki, wskazówek dotyczących budowy własnej linii do mieszania lub jaśniejszego obrazu tego, w jaki sposób kontrolowana jest jakość mieszanki, zanim trafi ona do dalszego przetwarzania. W tym artykule omówiono wszystkie trzy, zaczynając od mechaniki samego mieszania i pracy, poprzez formułowanie, kontrolę jakości, typowe wady i wybór gatunku.
Podstawowym urządzeniem stojącym za większością produkcji mieszanej gumy jest młyn do mieszania gumy , czasami w połączeniu z mieszalnikiem wewnętrznym w przypadku większych partii. Zrozumienie, jak działa ta maszyna, to najszybszy sposób na zrozumienie, dlaczego jakość mieszanki jest tak bardzo zróżnicowana w zależności od dostawcy.
Dwuetapowy proces mieszania w każdej partii
Mieszanie przemysłowe prawie nigdy nie odbywa się w jednym przejściu. Stosuje się dwa różne etapy, ponieważ składniki dodane na początku cyklu zachowują się zupełnie inaczej niż te dodane pod koniec.
- Etap przedmieszki. Najpierw łączy się surowy polimer, wypełniacze wzmacniające, takie jak sadza lub krzemionka, olej procesowy i chemikalia ochronne, zazwyczaj w mieszalniku wewnętrznym (typu Banbury). Ten etap generuje silne ścinanie i może osiągnąć temperaturę w komorze powyżej 130 do 150 stopni Celsjusza, co jest odpowiednie w przypadku wypełniaczy, ale mogłoby zniszczyć utwardzacze wrażliwe na ciepło.
- Końcowy etap mieszania. Ochłodzoną przedmieszkę przenosi się do otwartego dwuwalcowego młyna do mieszania gumy, gdzie siarka, przyspieszacze i aktywatory są wprowadzane w znacznie niższych temperaturach, zwykle utrzymywanych w pobliżu 50 do 70 stopni Celsjusza, aby uniknąć przedwczesnej wulkanizacji, zwanej potocznie przypaleniem.
W przypadku mniejszych operacji i partii laboratoryjnych całkowicie pomija się mieszalnik wewnętrzny i cały cykl przeprowadza się w młynie otwartym. Pozwala to obniżyć koszty sprzętu i zapewnia operatorowi bezpośrednią kontrolę wizualną nad walcownią, co jest jednym z powodów, dla których otwarte młyny są nadal powszechne w fabrykach średniej wielkości, mimo że w masowej produkcji opon i węży przemysłowych dominują mieszalniki wewnętrzne.
W przypadku dużej zawartości wypełniacza niektóre receptury dzieli się na dwa lub nawet trzy przejścia przedmieszki przed ostatecznym wymieszaniem. Ogólna zasada jest taka, że im więcej sadzy lub krzemionki zawiera preparat, tym więcej etapów mieszania jest potrzebnych do uzyskania równomiernej dyspersji.

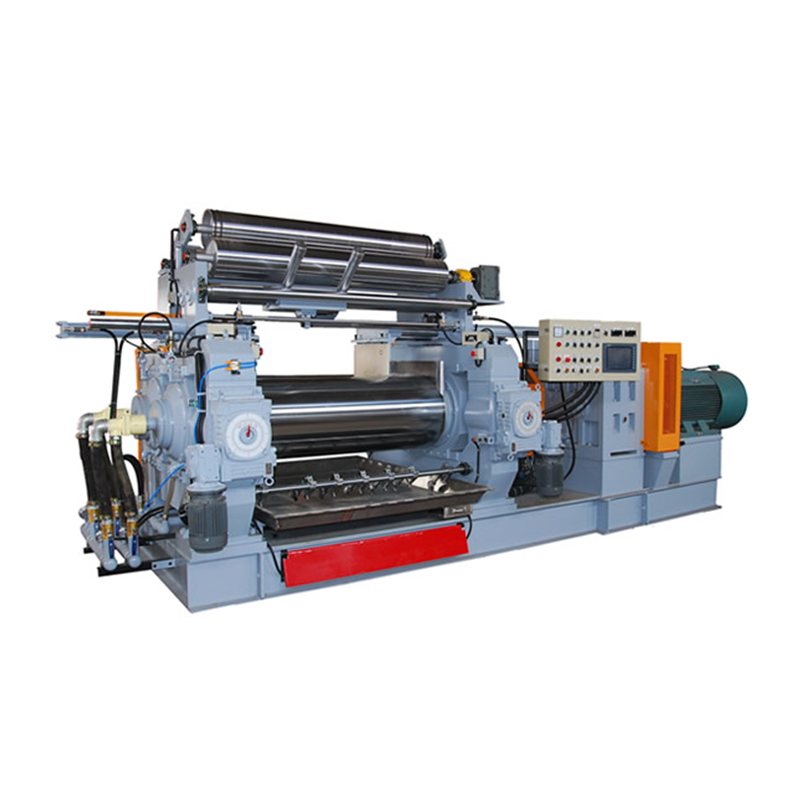
Wewnątrz młyna do mieszania gumy: prędkość walca, współczynnik tarcia i kontrola docisku
Młyn do mieszania gumy składa się z dwóch zamontowanych poziomo, przeciwbieżnych walców stalowych. Rolki nigdy nie obracają się z dokładnie tą samą prędkością. To celowe niedopasowanie prędkości, zwane współczynnikiem tarcia, jest tym, co w rzeczywistości powoduje pracę mieszania.
| Parametr | Typowy zasięg | Wpływ na mieszanie |
|---|---|---|
| Współczynnik tarcia | 1:1.1 do 1:1.4 | Wyższy stosunek zwiększa ścinanie i gromadzenie się ciepła |
| Szczelina docisku rolkowego | 2 do 20 mm, zwykle 2 do 8 mm podczas mieszania | Mniejsza szczelina zapewnia bardziej równomierne mieszanie i mniejszą przepustowość |
| Prędkość powierzchniowa przedniej rolki | Około 16 do 19 m na minutę w młynach produkcyjnych | Ustawia czas cyklu wsadowego dla danej długości rolki |
| Temperatura powierzchni walca | 50 do 70 stopni Celsjusza podczas dodawania środka leczniczego | Utrzymywać niski poziom, aby zapobiec przypaleniu po dodaniu siarki |
| Twardość rolki | Schłodzone żeliwo, około 68 do 75 HRC | Odporny na zużycie przez wypełniacze ścierne przez długi okres użytkowania |
Mieszanka zawsze owija się wokół wolniejszego obrotu do przodu, a nie szybszego obrotu do tyłu. Jest to celowy wynik współczynnika tarcia, który umożliwia operatorowi ręczne cięcie, składanie i ponowne podawanie walcowanego zespołu w mniejszych walcarkach lub za pomocą zautomatyzowanych ostrzy tnących na większych liniach produkcyjnych. Kanały wodne lub olejowe biegnące przez puste rolki dają operatorowi bezpośrednią kontrolę nad temperaturą surowca , co ma większe znaczenie niż prawie jakakolwiek inna zmienna, gdy w partii znajdują się środki lecznicze.
Dlaczego współczynnik tarcia nie może być ustawiony zbyt wysoko
Kuszące jest założenie, że wyższy współczynnik tarcia zawsze przyspiesza mieszanie, ale zależność nie jest liniowa, gdy obecne są środki utwardzające. Stosunek przekraczający w przybliżeniu 1:1,4 generuje wystarczająco dużo ciepła tarcia, aby wywołać wczesne sieciowanie w związkach utwardzanych siarką, niszcząc wsad, zanim dotrze on do prasy. Dlatego młyny zbudowane do końcowego mieszania często pracują na dolnej granicy zakresu, podczas gdy wewnętrzne mieszalniki na etapie przedmieszki mogą tolerować bardziej agresywne ścinanie, ponieważ nie ma jeszcze żadnych utwardzaczy.
Dobór młyna do mieszania gumy do objętości partii
Kupujący oceniający młyn do mieszania gumy po raz pierwszy prawie zawsze nie doceniają wpływu długości rolki na dzienną wydajność. Wydajność partii nie jest po prostu funkcją średnicy rolki; zależy od długości roboczej rolek, rozmiaru zwoju, jaki operator może bezpiecznie utrzymać w chwycie, oraz liczby cykli cięcia i składania, jakich wymaga preparat, zanim osiągnie docelową dyspersję.
Ogólnie rzecz biorąc, można przyjąć, że mały młyn laboratoryjny z walcami o średnicy od 150 do 200 mm obsługuje partie o masie od 1 do 5 kilogramów i jest przeznaczony raczej do prób formułowania niż serii produkcyjnych. Młyny średniej wielkości z rolkami o średnicy od 400 do 500 mm, wielkość najczęściej instalowana w małych i średnich zakładach mieszania, zazwyczaj przetwarzają partie od 20 do 60 kilogramów, w zależności od gęstości mieszanki i ustawienia docisku. Młyny produkcyjne z rolkami o średnicy 600 mm lub większej osiągają masę setek kilogramów na partię i są zwykle połączone z mieszalnikiem wewnętrznym zasilającym młyn zsypowy bezpośrednio, a nie ręcznie.
Przeciążenie młyna powyżej jego znamionowej masy wsadu nie tylko spowalnia cykl, ale aktywnie pogarsza jakość dyspersji , ponieważ brzeg toczący staje się zbyt duży, aby zacisk mógł w pełni przejść przez każde przejście. Niedociążenie marnuje czas maszyny i zwiększa proporcjonalne gromadzenie się ciepła na kilogram masy, ponieważ mniejszy bank nagrzewa się szybciej w stosunku do swojej masy. Dopasowanie wielkości partii do wydajności znamionowej producenta, zamiast przesuwania górnego limitu przy każdej serii, to jeden z najprostszych sposobów, w jaki mieszalnia chroni zarówno przepustowość, jak i spójność.
Codzienne planowanie produkcji musi również uwzględniać czas przezbrojenia. Zakład przetwarzający kilka różnych rodzin mieszanek w tej samej walcowni traci rzeczywistą zdolność do oczyszczania i czyszczenia walców pomiędzy partiami, szczególnie w przypadku przejścia z ciemnej, mocno wypełnionej mieszanki na formułę o jasnym lub innym kolorze niż czarny, gdzie wszelkie zanieczyszczenia powstałe w wyniku przeniesienia są natychmiast widoczne.
Co wchodzi w skład mieszanej mieszanki gumowej
Każda mieszanka gumy zbudowana jest wokół pięciu funkcjonalnych grup składników. Dokładne proporcje zmieniają się w zależności od docelowej twardości, odporności na ścieranie i zastosowania końcowego, ale same kategorie są spójne dla prawie wszystkich typów mieszanek.
- Bazowy polimer: kauczuk naturalny, SBR, EPDM, nitryl lub mieszanka, wybrana ze względu na podstawowe właściwości odporności mechanicznej i chemicznej.
- Wypełniacze wzmacniające: gatunki sadzy, takie jak N330 lub N550, lub krzemionka strącana, dodawane w celu zwiększenia wytrzymałości na rozciąganie i odporności na ścieranie.
- Pomoce technologiczne i plastyfikatory: oleje parafinowe lub aromatyczne, woski i faktysa, stosowane w celu poprawy płynności i uwalniania walca podczas mieszania.
- Dodatki ochronne: przeciwutleniacze i antyozonanty, które spowalniają degradację pod wpływem ciepła, tlenu i ozonu przez cały okres użytkowania produktu.
- Pakiet leczniczy: siarka, przyspieszacze i aktywatory takie jak tlenek cynku i kwas stearynowy, odpowiedzialne za budowę usieciowanej sieci podczas wulkanizacji.
Załadunek wypełniacza jest zazwyczaj największym czynnikiem wpływającym na twardość i koszt. Mieszanka zawierająca 30 części sadzy na sto części gumy zachowuje się zupełnie inaczej niż mieszanka zawierająca 60 części, nawet jeśli polimer bazowy i pakiet utwardzacza są identyczne. Formulatorzy zazwyczaj wyrażają każdy składnik jako części na sto gumy, zapisywane jako phr, więc partie można skalować w górę lub w dół bez konieczności ponownego obliczania proporcji od zera.
Jak sprawdzana jest jakość mieszanej gumy przed opuszczeniem młyna
Mieszanka może wyglądać jednolicie na rolce i nadal zawieść w dalszej części, jeśli wypełniacze są słabo zdyspergowane lub środki utwardzające są nierównomiernie rozłożone. Trzy kontrole to standardowa praktyka na większości linii mieszających.
Lepkość Mooneya
Lepkość Mooneya, mierzona zgodnie z normą ASTM D1646, daje pojedynczą liczbę odzwierciedlającą przepływ związku podczas wytłaczania lub wtryskiwania. Partia, której odczyt jest zauważalnie poza docelowym oknem Mooneya, zwykle wskazuje na niespójny czas mieszania, nieprawidłowe ustawienia docisku lub problem z dyspersją wypełniacza, a nie błąd receptury.
Ocena dyspersji
Dyspersję zazwyczaj ocenia się wizualnie lub za pomocą analizy obrazu na wyciętej lub podartej powierzchni zmieszanego arkusza. Słabo zdyspergowana sadza objawia się w postaci widocznych plamek lub aglomeratów, co osłabia wytrzymałość na rozciąganie i zwiększa ryzyko wad powierzchniowych gotowej części.
Leczyć reometrię
Test reometru z ruchomą matrycą śledzi, jak szybko i jak daleko związek utwardza się pod wpływem ciepła, uzyskując dane dotyczące czasu przypalania i czasu utwardzania. Potwierdza to, że pakiet utwardzający został prawidłowo dodany w końcowym przejściu młyna i nie był narażony na działanie nadmiernego ciepła podczas mieszania.
Renomowani producenci mieszanek zatrzymują próbkę z każdej partii i rejestrują te trzy wyniki w odniesieniu do docelowego zakresu, zanim wymieszana guma zostanie zwolniona do wytłaczania, formowania lub kalandrowania. Pomijanie tego kroku jest najczęstszym powodem, dla którego niespójne partie trafiają do gotowych części.
Typowe wady mieszania i ich przyczyny
Większość skarg dotyczących jakości mieszanej gumy wynika z niewielkiego zestawu powtarzających się błędów procesowych. Poniższa tabela zawiera listę najczęściej spotykanych na halach produkcyjnych.
| Wada | Prawdopodobna przyczyna | Działanie naprawcze |
|---|---|---|
| Przypalenie lub przedwczesne wyleczenie | Zbyt wysoka temperatura walca po dodaniu utwardzaczy | Obniż temperaturę wody w walcu, zmniejsz współczynnik tarcia podczas końcowego przejścia |
| Plamienie wypełniacza | Niewystarczające przejścia mieszające lub zbyt szeroki docisk | Zwiększ liczbę cykli cięcia i składania, zacieśnij szczelinę zacisku |
| Kleisty, nierozpuszczalny arkusz | Nadmiar oleju procesowego lub niewłaściwy polimer pasujący do temperatury walca | Sprawdź ponownie wartość ph oleju i wyreguluj temperaturę powierzchni walca |
| Niespójne odczyty Mooney’a z partii na partię | Zmienny czas mieszania lub technika operatora | Standaryzuj czas cyklu i liczbę przejść dzięki pisemnym instrukcjom pracy |
| Wykwity lub przebarwienia powierzchni | Dodatek przekracza granicę rozpuszczalności polimeru | Zmniejsz ilość wosku lub przeciwutleniacza lub przejdź na wyższy stopień rozpuszczalności |
Wymagania bezpieczeństwa operatora w pobliżu mieszalni gumy
Otwarta walcownia dwuwalcowa stwarza jedno z najpoważniejszych zagrożeń związanych z zakleszczeniem w trakcie pracy na hali produkcyjnej gumy, dlatego też kontrole bezpieczeństwa wokół niej są odpowiednio rygorystyczne. W Stanach Zjednoczonych młyny i kalandry stosowane w przemyśle gumowym i tworzyw sztucznych podlegają przepisom 29 CFR 1910.216, które określają szczegółowe wymagania dotyczące sprzętu i wydajności, a nie pozostawiają ochronę ogólnemu osądowi.
- Pręty nadwozia wrażliwe na nacisk instalowany zarówno z przodu, jak i z tyłu dowolnego młyna o wysokości walca 46 cali lub większej, ustawiony tak, aby kontakt z ciałem powodował natychmiastowe zatrzymanie.
- Kable wyzwalające lub przewody zabezpieczające zamontowany w odległości dwóch cali od płaszczyzny pionowej stycznej do rolek i dostępny z dowolnego miejsca na stanowisku pracy operatora.
- Zdefiniowane ograniczenia drogi hamowania. Młyn musi się zatrzymać na odcinku mierzonym w calach powierzchni walca, nie większym niż 1,5 procent obwodowej prędkości walców na powierzchni bez obciążenia wyrażonej w stopach na minutę.
- Tylko reset ręczny. Wyłączniki awaryjne i wyłączniki awaryjne nie mogą resetować się automatycznie; operator lub przełożony musi fizycznie zresetować sterowanie, zanim młyn będzie mógł zostać ponownie uruchomiony.
Nowoczesne młyny dodają warstwową ochronę do podstawowych mechanicznych elementów sterujących. Systemy automatycznego wyłączania monitorujące przegrzanie, nietypowe wibracje lub nagłą utratę mocy są coraz częściej standardem w nowym sprzęcie, a pełne zabezpieczenie wokół punktu zacisku w okresach nieeksploatacyjnych, takich jak mycie, jest traktowane jako odrębny wymóg od elementów sterujących wyłączaniem w pozycji roboczej. Żaden z tych systemów nie zastępuje szkolenia ; Urządzenia zatrzymujące awaryjnie są z założenia reaktywne i działają tylko wtedy, gdy operator rozpozna zagrożenie i osiągnie kontrolę przed kontaktem, dlatego operatorzy młynów są przeszkoleni w zakresie ułożenia rąk i techniki bezpiecznego karmienia, a nie polegania wyłącznie na osłonach.
Konserwacja zapewniająca stałą jakość mieszanej gumy
Młynek do mieszania gumy, który pod względem mechanicznym jest niezgodny ze specyfikacją, będzie wytwarzał niespójne partie, nawet jeśli receptura i technika operatora są prawidłowe. Kilka elementów konserwacji ma bezpośredni, wymierny wpływ na jakość złożonej części, a nie tylko na trwałość sprzętu.
| Komponent | Sprawdź częstotliwość | Wpływ na jakość, jeśli zostanie zaniedbany |
|---|---|---|
| Luz łożyska tocznego | Co miesiąc w młynach produkcyjnych | Nierówna szczelina docisku na całej długości rolki, nierówna grubość arkusza |
| Zużycie powierzchni walca i wżery | Kontrola wzrokowa na każdej zmianie, mierzona co kwartał | Słabe uwalnianie arkusza, zlokalizowane defekty dyspersji |
| Przepływ i temperatura wody chłodzącej | Codziennie | Ryzyko poparzenia, jeśli temperatura walca wzrośnie podczas zmiany |
| Kalibracja szczeliny docisku | Co tydzień lub po dowolnej zmianie rolki | Od partii do partii Dryft lepkości Mooney'a |
| Smarowanie przekładni napędowej | Zgodnie z harmonogramem producenta, zwykle co miesiąc | Współczynnik tarcia instability, increased downtime risk |
Na szczególną uwagę zasługuje stan powierzchni walców, ponieważ łatwo go przeoczyć, dopóki w gotowych częściach nie ujawni się defekt. Schłodzone walce żeliwne są dobrze odporne na zużycie, ale wypełniacze ścierne, takie jak sadza o wysokiej strukturze lub wzmacniająca krzemionka, nadal powodują erozję wykończenia powierzchni przez lata ciągłego użytkowania. Powierzchnie walców z wżerami lub nacięciami zmniejszają zdolność mieszanki do tworzenia czystego, ciągłego pasma , który pojawia się jako przerywany lub smugowy arkusz, nawet jeśli ustawienia receptury i temperatury są prawidłowe.
Wybór mieszanej gumy według twardości i zastosowania
Twardość mieszanki, mierzona w skali Shore'a A, jest jednym z najszybszych sposobów zawężenia gatunku mieszanej gumy do danego zadania. Nie jest to jedyna zmienna, która ma znaczenie, ale jest silnie powiązana z tym, jak dana część będzie się zachowywać w trakcie użytkowania.
- 30 do 45 brzeg A: miękkie uszczelki, uszczelki i elementy tłumiące drgania, w których elastyczność ma większe znaczenie niż odporność na ścieranie.
- 50 do 65 brzeg A: Części formowane ogólnego przeznaczenia, węże i osłony przenośnika, równoważące elastyczność z rozsądną żywotnością.
- 70 do 85 brzeg A: zastosowaniach o wysokim stopniu ścierania, takich jak mieszanki bieżników opon, walce przemysłowe i podłogi o dużej wytrzymałości.
- 90 Shore A i powyżej: tuleje nośne, podkładki ścieralne i komponenty, które muszą być odporne na odkształcenia pod długotrwałym ciśnieniem.
Wybór polimeru ma znaczenie tak samo jak twardość. Mieszana guma na bazie EPDM jest znacznie bardziej odporna na warunki atmosferyczne i ozon niż kauczuk naturalny, co czyni ją domyślnym wyborem do uszczelek zewnętrznych i mieszanek membran dachowych. Zamiast tego wybiera się związki na bazie nitrylu, gdy część będzie miała kontakt z olejami lub paliwami, ponieważ zarówno kauczuk naturalny, jak i SBR silnie pęcznieją w środowisku węglowodorowym. Dopasowanie polimeru bazowego do środowiska operacyjnego zapobiega znacznie większej liczbie awarii w terenie niż kiedykolwiek będzie to możliwe w przypadku dostosowania zawartości wypełniacza.
Mieszanie odzyskanej gumy w mieszane partie gumy
Nie każda partia mieszanej gumy jest zbudowana wyłącznie z pierwotnego polimeru. Regenerat gumowy, wytwarzany przez dewulkanizację złomu oponowego lub złomu związku, jest zwykle mieszany w recepturze w ilości od 5 do 30 procent całkowitej zawartości polimeru, w zależności od docelowych właściwości mechanicznych gotowej części.
Odzyskiwanie obniża koszty surowców i zmniejsza ilość złomu wysyłanego na wysypiska, co czyni go coraz bardziej istotnym, ponieważ zespoły zakupowe stają przed presją dokumentowania zawartości pochodzącej z recyklingu w swoim łańcuchu dostaw. Kompromis jest mechaniczny: guma z odzysku generalnie zmniejsza wytrzymałość na rozciąganie, wydłużenie przy zerwaniu i odporność na ścieranie w porównaniu z równoważną mieszanką całkowicie dziewiczą, dlatego pojawia się raczej w zastosowaniach wymagających mniejszych naprężeń, takich jak maty podłogowe, zderzaki dokowe, błotniki i niektóre formowane części przemysłowe, a nie w bieżniku opon lub wysokowydajnych masach uszczelniających.
W samym młynie regenerat zachowuje się inaczej niż pierwotny polimer na etapie tworzenia pasków. Zwykle osiągnięcie praktycznej plastyczności wymaga krótszego czasu żucia, ponieważ proces dewulkanizacji zniszczył już większość pierwotnej sieci usieciowania. Formułulatorzy pracujący z mieszankami z odzysku zwykle stosują krótszy początkowy cykl tworzenia pasków i kompensują to lekko dostosowanym pakietem leczniczym , ponieważ resztkowa siarka przeniesiona z pierwotnego wulkanizatu może w przeciwnym razie przesunąć czas utwardzania poza docelowy.
Co faktycznie wpływa na ceny mieszanej gumy
Podane ceny mieszanek gumowych różnią się znacznie w zależności od dostawcy, a różnica rzadko dotyczy samej marży. Cztery czynniki stanowią większość różnicy między związkiem budżetowym a związkiem premium.
Wybór polimeru bazowego
Specjalne elastomery, takie jak fluoroelastomer czy wysokiej jakości nitryl, kosztują kilka razy więcej za kilogram niż kauczuk naturalny czy SBR ogólnego przeznaczenia, a różnica ta przekłada się bezpośrednio na cenę gotowej mieszanki, niezależnie od tego, jak efektywnie wymieszana jest partia.
Stopień wypełniacza i dodatku
Krzemionka strącana i specjalne środki sprzęgające kosztują więcej niż standardowe gatunki sadzy, a wysokiej jakości pakiety przeciwutleniaczy opracowane z myślą o wydłużonym okresie użytkowania na zewnątrz zwiększają koszty, których nie musi ponosić podstawowy związek do stosowania w pomieszczeniach zamkniętych.
Wymagania dotyczące spójności partii
Wyprodukowanie mieszanki o wąskich tolerancjach lepkości Mooneya i pełnej dokumentacji identyfikowalności partii kosztuje więcej niż mieszanki zmieszanej z luźniejszą specyfikacją, ponieważ wymaga częstszych testów, mniejszych serii produkcyjnych i większej dyscypliny operatora w walcowni.
Zamów objętość i wydajność mieszania
Małe partie próbne mieszane w niewykorzystanym zakładzie produkcyjnym wiążą się ze znacznie wyższym kosztem na kilogram niż pełna seria produkcyjna, ponieważ czas konfiguracji, czyszczenia i zmiany jest rozłożony na znacznie mniej gotowy materiał. Kupujący, którzy łączą zamówienia w mniejsze, większe partie, zazwyczaj widzą znacznie niższą cenę za kilogram niż ci, którzy zamawiają małe, częste dostawy tego samego preparatu.
Często zadawane pytania dotyczące gumy mieszanej
Jaka jest różnica między gumą mieszaną a gumą surową?
Surowa guma to nieprzetworzony polimer, pochodzący z lateksu naturalnego lub syntetyczny, przed dodaniem jakichkolwiek wypełniaczy lub utwardzaczy. Mieszana guma to mieszanina, która powstaje po rozproszeniu w polimerze na linii mieszania wypełniaczy, olejów, dodatków ochronnych i utwardzaczy, dzięki czemu jest on gotowy do kształtowania i wulkanizacji.
Czy można produkować mieszankę gumową bez wewnętrznego mieszalnika?
Tak. Wiele mniejszych wytwórców mieszanek przeprowadza cały cykl w otwartym młynie do mieszania gumy bez mieszadła wewnętrznego, szczególnie w przypadku serii o małej objętości, partii prototypowych lub mieszanek specjalnych, gdzie cenna jest bezpośrednia kontrola wizualna walcarki. Mieszalniki wewnętrzne stają się bardziej opłacalne wraz ze wzrostem objętości partii.
Dlaczego siarkę dodaje się na końcu cyklu mieszania, a nie na początku?
Siarka i przyspieszacze inicjują reakcję sieciowania po zastosowaniu wystarczającej ilości ciepła. Dodanie ich na początku, gdy partia może osiągnąć temperaturę powyżej 130 stopni Celsjusza podczas dyspergowania wypełniacza, grozi przedwczesną wulkanizacją, zanim materiał dotrze do formy. Aby tego uniknąć, środki utwardzające dodaje się zawsze w chłodniejszym końcowym etapie mieszania.
Jak długo partia mieszanej gumy pozostaje użyteczna, zanim należy ją przetworzyć?
Zależy to w dużej mierze od układu przyspieszającego i temperatury przechowywania, ale wiele związków ogólnego przeznaczenia należy przetwarzać w ciągu kilku dni do kilku tygodni od wymieszania, aby uniknąć ryzyka przypalenia lub utlenienia. Mieszanki zawierające przyspieszacze o opóźnionym działaniu lub te przechowywane w chłodnych, zacienionych warunkach mogą wytrzymać dłużej.
Czy szerszy docisk walca w młynie do mieszania gumy przyspiesza produkcję?
Zwiększa wydajność, ale zmniejsza równomierność mieszania. Szerszy chwyt umożliwia przejście większej ilości materiału na cykl, ale przy mniejszym ścinaniu przy każdym przejściu, co zazwyczaj oznacza, że potrzeba większej liczby przejść, aby osiągnąć tę samą jakość dyspersji, co kompensuje znaczną część zaoszczędzonego czasu.
Co powoduje nierówny kolor lub fakturę gotowego arkusza mieszanej gumy?
Nierówny kolor lub cętkowana tekstura zwykle wskazuje na niepełną dyspersję wypełniacza, niewystarczającą liczbę cykli cięcia i składania na młynie lub zbyt dużą szczelinę docisku w stosunku do wielkości partii. Zwiększenie liczby przejść i sprawdzenie, czy masa partii odpowiada wydajności znamionowej młyna, zazwyczaj rozwiązuje ten problem.
Ile odzyskanej gumy można umieścić w partii mieszanej gumy bez szkody dla wydajności?
Powszechne jest obciążenie od 5 do 30 procent całkowitej zawartości polimeru, przy czym górna granica jest zarezerwowana dla części o mniejszym naprężeniu. Powyżej tego zakresu wytrzymałość na rozciąganie i odporność na ścieranie zwykle spadają na tyle, że związek nie nadaje się już do wymagających zastosowań, dlatego wybór odpowiedniego sufitu zależy od tego, co musi wytrzymać gotowa część.
Jaka średnica rolki jest potrzebna w młynie do mieszania gumy na skalę produkcyjną?
Większość zakładów produkcyjnych posiada młyny z walcami o średnicy od 400 do 600 milimetrów. Mniejsze średnice poniżej tego zakresu są zazwyczaj zarezerwowane dla partii próbnych na skalę laboratoryjną lub pilotażową, a nie dla ciągłej produkcji.
Czy mieszalnik wewnętrzny jest zawsze lepszy od młyna otwartego do mieszania gumy?
Nie koniecznie. Mieszalniki wewnętrzne zapewniają wyższą przepustowość i większe rozmiary partii, ale otwarte młyny zapewniają operatorowi bardziej bezpośrednią kontrolę wizualną i ręczną, pozostają bezpieczniejsze w przypadku mieszanek o krótkim oknie wypalania i kosztują znacznie mniej w zakupie i utrzymaniu, co sprawia, że są one powszechne w małych i średnich zakładach.
Jakie urządzenia zabezpieczające są prawnie wymagane w zakładzie produkcyjnym?
W Stanach Zjednoczonych rozporządzenie 29 CFR 1910.216 wymaga wrażliwych na nacisk prętów nadwozia lub linek zabezpieczających zarówno z przodu, jak i z tyłu młyna, ręcznego resetowania wyłączników awaryjnych oraz określonej maksymalnej drogi zatrzymania w oparciu o prędkość powierzchni walca. Wymagania mogą się różnić w zależności od kraju, dlatego też należy zawsze potwierdzać lokalne przepisy wraz z tymi punktami odniesienia.
Dlaczego dwóch dostawców podaje bardzo różne ceny za coś, co wygląda na tę samą mieszankę gumową?
Różnice cen zwykle sprowadzają się do podstawowego gatunku polimeru, jakości wypełniacza i dodatków, tego, jak ściśle kontrolowana i dokumentowana jest konsystencja partii oraz wielkości zamówienia w stosunku do efektywnej wielkości partii w walcowni. Dwa związki, które wyglądają identycznie w arkuszu danych, mogą nadal znacząco różnić się klasą surowca i rygorem testowania.
